
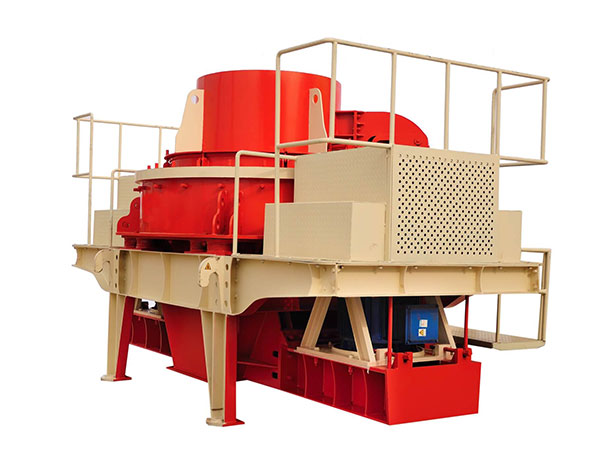
中譽鼎力做爲一家的沖擊制砂機生産生産廠家,依據其幾年研發經驗,特在此爲客戶彙總幾點有關沖擊制砂機的操作章程及維護保養等的留意事項的簡要闡述,具體如下:

1、開車(chē)前檢驗調渦動腔查看門是否關緊,以避免止物料從渦動腔查看門沖(chōng)出,發生危險。
2、檢驗葉輪旋轉趨勢,從(cóng)給料口趨勢看,葉輪應逆時針趨勢轉動,不則應調整電(diàn)機接線。
3、沖(chōng)擊制砂機需空載開啓,待其運轉正常後(hòu)趨勢喂料。
4、入料粒型嚴格按規定,禁止大於(yú)規定物料進入沖(chōng)擊制砂機,不則,會引發葉輪的不均衡及葉輪過分磨損,基至影響堵料葉輪通道及入料管,使沖(chōng)擊制砂機無法正常運行,發現過大塊入料應立即。
5、排料機械停動(dòng)時,應立即停止喂料,不則,會影響壓死葉輪,燒毀電(diàn)機。
6、喂料力求持續勻稱。
7、沖(chōng)擊制砂機運轉步驟中,不得有劇烈震動和異常噪音,不則,應停車(chē)檢驗。
8、潤滑爲幹油潤滑方式,採(cǎi)取美孚車(chē)用潤脂特級,加入量爲軸承空腔的1/2-2/3,沖擊制砂機每工作一班時,增大适量潤滑油,工作若幹班時後,主軸承清洗主軸承,要時調換軸承。
1、按時停工查看門查看沖擊制砂機内部磨損情景,入料管、錐帽、葉輪上、下流道襯(chèn)闆、圓周護闆、塊的磨損水準,磨損後應立即調換或修補(bǔ),調換塊時應此時調換,塊重量保持一緻,切忌沖擊制砂機運行過程中查看門查看内部工作情景,以免發生危險,發現葉輪體磨損立即調換找制造企業修補(bǔ),尤其留意,未經制造企業同意,切忌私自自制葉輪。
2、驅動三角膠帶漲緊力大小應調整适當,以三角膠帶受力勻稱,雙電機助力時,兩側(cè)三角膠帶應做出分組選配,便其每組長度一緻,應調整使兩電機電流差值不大於(yú)1。
3、沖擊制砂機採(cǎi)取美孚車(chē)用潤滑油特級或3#锂基脂,每工作400小時加入适量潤滑油,工作2000小時主軸總成對軸承做出清洗,通常工作7200小時,調軸承,主軸總成上端軸承爲遊動端,下端軸承爲固定端,安裝配置後用手扳動皮帶輪應轉動靈動。
在沖(chōng)擊制砂機工作中,因該機械屬高速機械,應尤其留意安生産(chǎn),有關人員應遠離機械,若需上機修理應在停工後做出,産(chǎn)生困擾提醒您請的維修工處理,未經企業允許切忌私自拆卸零件。

 湖北省中昇東浩荊門建材時産500-600噸機制砂項目
湖北省中昇東浩荊門建材時産500-600噸機制砂項目 湖北省夢皓礦業時産2000噸砂石骨料生産線
湖北省夢皓礦業時産2000噸砂石骨料生産線 湖北省荊州市鼎盛礦業時産2000噸高鈣石破碎生産線
湖北省荊州市鼎盛礦業時産2000噸高鈣石破碎生産線 湖北省宜昌市砂石集並日産一萬噸砂石料生産線
湖北省宜昌市砂石集並日産一萬噸砂石料生産線 四川眉山市仁壽縣碎石生産線
四川眉山市仁壽縣碎石生産線